Doğru sapmayı sağlamak için borunun çapı kepenkin genişlik ve ağrılığına göre hesaplanmaktadır. EN 10220 maksimum 1/500 oranında eğilmeye izin vermektedir, bu da 5.000 mm bir genişlikte, borunun sapmasının (maksimum eğilme noktası ölçülmüş haliyle) 10 m (1/500) ya da 12.5 mm (1/400) olması gerektiği anlamına gelir.
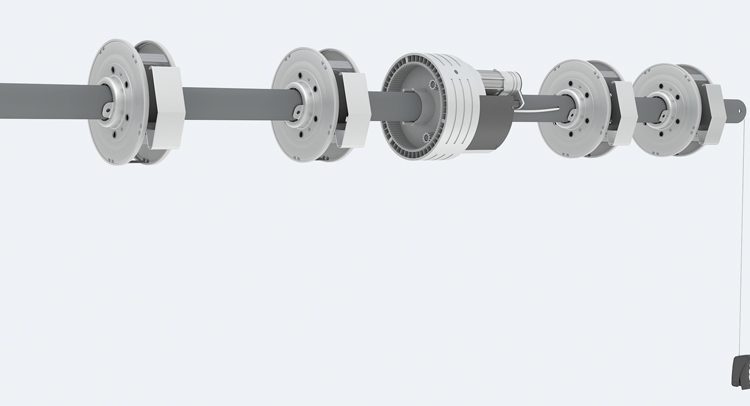
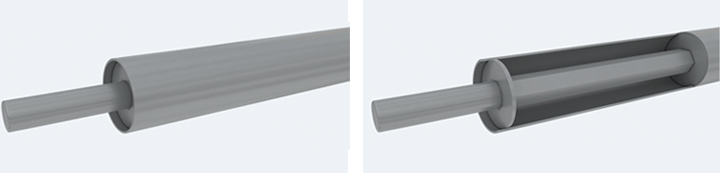
CNC lazer kesim kenarlar ve altı köşeli miller boruya mükemmel bir şekilde uymaktadır. Özellikle altı köşeli miller, kepenkin altından yatay olarak gelebilecek kuvvetlere karşı dayanıklılığını arttırmaktadır.